
Улучшение плотности материала катода, чтобы литий-ионная батарея удерживала больше энергии
2021-11-08Application Note
Плотность прилипания является одним из двух важных физических свойств электродных материалов и влияет на плотность энергии литий-ионного аккумулятора (LIB). Другим важным физическим свойством является гранулометрический состав, который предоставляет соответствующую информацию для оптимизации параметров измельчения в процессе производства. Улучшение плотности прилива также может оптимизировать высокую плотность энергии при производстве ЛИБ.
Таким образом, производителю ЛИБ необходимо заранее определить, какая плотность прилива является наиболее оптимальной и достижимой, а затем использовать этот параметр в качестве 'золотого стандарта' для измерения образцов в процессе производства, пока они не будут соответствовать или приближаться к измерению 'золотого стандарта'. Простой в использовании тестер плотности нарезания BeDensi серии T Pro - идеальный вариант, поскольку это экономичный прибор, обеспечивающий исключительную производительность без компромиссов.
| Продукт | Серия BeDensi T Pro, Bettersizer ST |
| Отрасль | Аккумуляторы и энергетика |
| Образец | LiFePO4 |
| Тип измерения | Характеристики порошка, распределение частиц по размерам |
| Технология измерения | Характеристика порошка, лазерная дифракция |
Перейти к разделу:
1. Введение
Литий-ионные аккумуляторы (LIB) широко используются в продуктах 3C (компьютер, связь и бытовая электроника), также известных как 'информационные приборы'. Поскольку размеры продуктов 3C невелики, их часто называют 'малыми приборами 3C'. Как показано на рисунке 1a, другие устройства, использующие LIB, включают электронные транспортные средства и стационарные системы хранения энергии. LIB используется среди всех других вариантов, потому что он имеет самую высокую плотность энергии среди практических перезаряжаемых батарей, как показано на графике, изображенном на рисунке 1b.
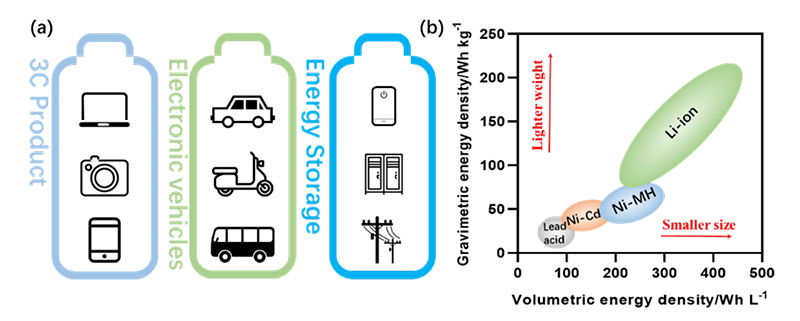
Рисунок 1. Области применения литий-ионного аккумулятора (а) и плотность энергии перезаряжаемых батарей (б).
В связи с ограниченными объемами применения объемная плотность энергии батареи является необходимым параметром. Объемная плотность энергии - это количество энергии, запасенной в единице объема, и обычно выражается в ватт-часах на литр (Вт-ч/л). Литий-ионный аккумулятор с более высокой объемной энергетической плотностью будет хранить больше энергии, чем аналогичный по объему аккумулятор с более низкой энергетической плотностью. Кроме того, при установке литий-ионного аккумулятора в соответствующее изделие часто существует ограничение по размеру, поэтому литий-ионный аккумулятор меньшего размера с более высокой энергетической плотностью является определенным преимуществом в системах с ограниченным объемом. К настоящему времени, несмотря на обширные исследования по увеличению плотности энергии и мощности ЛИБ, достигнутые возможности хранения энергии все еще не удовлетворяют растущие потребности рынка. [1]
Для достижения высокой объемной плотности энергии активные материалы в катодном электроде LIB должны иметь высокую плотность прилипания. В таблице 1 показана разница между теоретическими и полученными плотностями активных материалов в типичном катоде. Эти активные материалы включают LiCoO2 (LCO), Li (NixCoyMnz)O2 (NCM), LiFePO4 (LFP) и LiMn2O4. В целом, плотность прилипания сильно связана с размером частиц, распределением частиц по размерам, морфологией и т.д. [2] Ожидается, что плотность может быть улучшена путем оптимизации производственного процесса. В частности, можно оптимизировать несколько параметров, таких как подготовка прекурсоров, прокаливание и измельчение. Катодно-активные материалы смешиваются со связующим или проводящим веществом и наносятся на алюминиевый коллектор с последующим прессованием в валках. Плотность упаковки электродов будет улучшена, чтобы вместить больше энергии при том же объеме.
Таблица 1. Теоретическая и расчетная плотность катодных материалов.
| Материалы катода | Li (NixCoyMnz)O2 | LiFePO4 | LiMn2O4 | LiCoO2 |
| Теоретическая плотность (г/см3) | 4.85 | 3.60 | 4.31 | 5.10 |
| Плотность по пробке (г/см3) | 2.6-2.8 | 0.80-1.10 | 2.20-2.40 | 2.80-3.00 |
Время измельчения напрямую влияет на гранулометрический состав (PSD) катодных порошковых материалов. PSD оказывает большое влияние на плотность нарезки. Главной целью данного приложения было увидеть зависимость PSD от плотности катодного материала LIB.
2. Эксперимент
Плотность прилива двух образцов LiFePO4 (LFP), приготовленных при различном времени измельчения, была охарактеризована с помощью BeDensi T2 с двумя рабочими станциями. Эксперименты проводились в соответствии со стандартом ASTM B527-20, при этом для заливки в цилиндр использовался образец массой 50 г. [3] Высота капли составляла 3 мм, скорость постукивания - 200 постукиваний в минуту, общее время постукивания - 8 минут. Гранулометрический состав образцов был измерен менее чем за минуту методом лазерной дифракции с помощью прибора Bettersizer ST.
3. Результаты
3.1 Плотность нарезания
На рисунке 2a показано, что объем порошков LFP-1 и LFP-2 составляет 55,5 мл и 46,0 мл, соответственно. По данным расчетов, проведенных прибором, плотность порошка LFP-1 составила 0,89 (г/см3 ), а LFP-2 - 1,08 (г/см3 ). На рисунке 2b для каждого образца приведены 10 реплик, что подтверждает высокую воспроизводимость результатов испытаний. Точность и повторяемость результатов объясняется тремя причинами:
a) метод испытания соответствует стандарту ASTM B527-20
b) тестер оснащен устройством, которое вращает цилиндр, чтобы свести к минимуму возможное отделение массы во время выстукивания
c) цилиндры градуированы и считываются под тремя разными углами, как показано на рисунке 3, а затем из всех трех показаний берется среднее значение, которое используется для расчета плотности выстукивания.
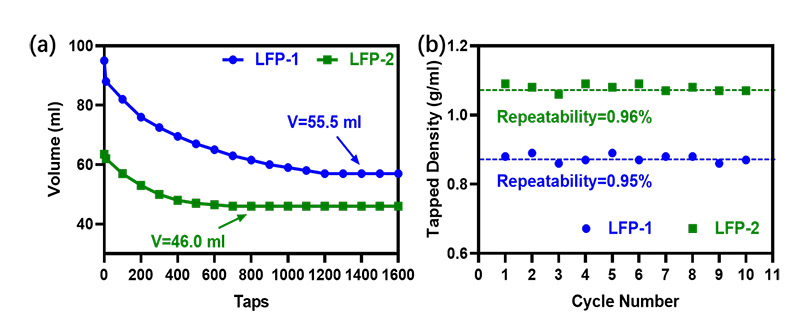
Рисунок 2. (a) Изменение объема образца в процессе нарезания, (b) 10 повторных измерений плотности нарезанного образца
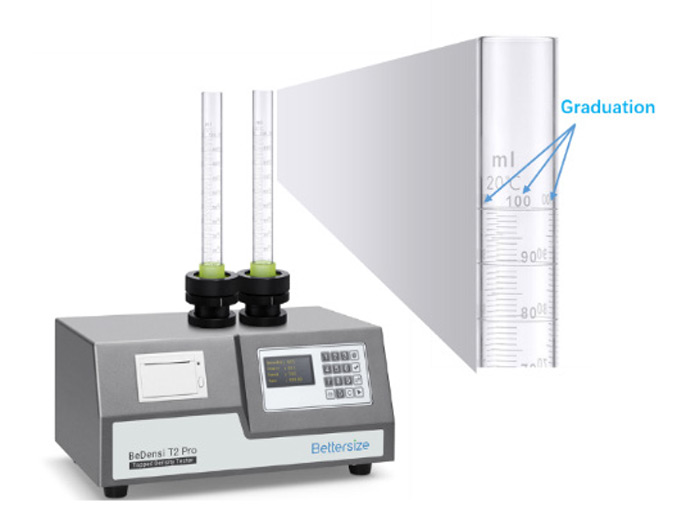
Рисунок 3. BeDensi T2 Pro с легко читаемыми градуированными цилиндрами
3.2 Распределение частиц по размерам (PSD)
После измерений плотности нарезанного материала были изучены распределения частиц по размерам (PSD) двух ЛФП. Результаты, представленные на рисунке 4, показывают, что PSD обоих образцов имеет одинаковый диапазон от 0,28 до 38,41 мкм, а D50 для LFP-2 составляет 9,21 мкм, по сравнению с 4,08 мкм для LFP-1.
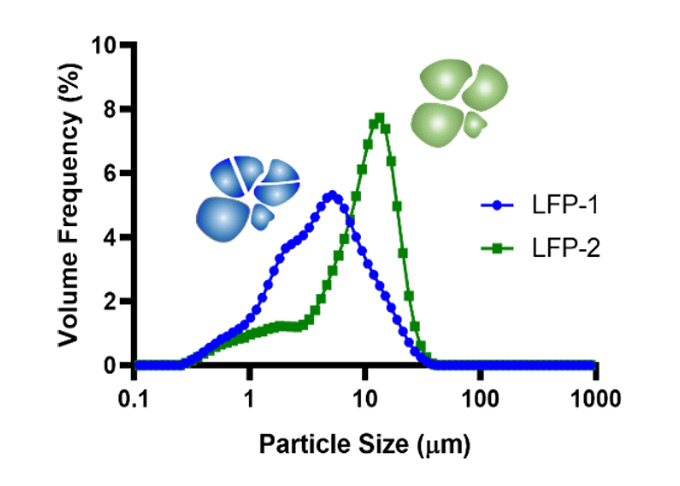 Рисунок 4. PSD двух образцов в диапазоне от 0,28 до 38,41
Рисунок 4. PSD двух образцов в диапазоне от 0,28 до 38,41
Таблица 2. Теоретическая и расчетная плотность катодных материалов.
| Образец | Dmin (мкм) | D10 (мкм) | D50 (мкм) | D90 (мкм) | Dmax (мкм) |
| ЛФП-1 | 0.28 | 1.10 | 4.08 | 12.21 | 38.41 |
| ЛФП-2 | 0.28 | 1.46 | 9.21 | 18.07 | 38.41 |
Таким образом, оба образца имеют одинаковый диапазон PSD, но D50 LFP-1 меньше, чем LFP-2, что приводит к более низкой плотности отвода. Ying et al. сообщили, что чем меньше средний размер частиц, тем ниже плотность отвода. [4] В этом случае увеличение времени измельчения приведет к уменьшению размера частиц, как показано на LFP-1 на рисунке 4.
Результирующий эффект такого уменьшения размера приводит к снижению плотности, занимающей больший объем в этих образцах. Чтобы понять взаимосвязь плотности и PSD, необходимо использовать тестер плотности и лазерный дифракционный анализатор для оптимизации производственного процесса и производства высококачественных ЛИБ.
Заключение
Отчеты, полученные с помощью прибора BeDensi T Pro Series, подтверждают, что оптимальная плотность прилива была достигнута путем настройки распределения частиц по размерам. Как одно из важных свойств материала катодного электрода, плотность прилипания должна быть улучшена в процессе подготовки, чтобы литий-ионные батареи вмещали больше энергии в том же объеме материала. Поэтому производителям LIB необходимо использовать простой в использовании и высокоэффективный тестер для определения плотности нарезанных электродов, чтобы быстро определить плотность нарезанных электродов. Серия BeDensi T Pro идеально подходит для измерения электродных материалов при проведении исследований, тестирования на этапах разработки и контроля производства.
Ссылка
[1] Эль-Харбачи, А. и др. Эксплуатация, достижения и проблемы, связанные с технологиями литий-ионных батарей. J. Alloys Compd., 817 (2020)
[2] Yang, S., et al. Высокоплотный сферический катодный материал Li[Ni0.5Mn0.3Co0.2] O2, синтезированный методом непрерывного гидроксидного соосаждения для усовершенствованных литий-ионных батарей. Int. J. Electrochem., 9 (2012).
[3] Стандарт ASTEM B527-20: Метод испытания плотности отвода металлических порошков и соединений.
[4] Ying J, et al. Подготовка и характеристика сферического катодного материала LiNi0.8Co0.2O2 высокой плотности для вторичных литиевых батарей. J. Power Sources, 99 (2001)
Об авторе
 | Перфил Лю Старший инженер по применению @ Bettersize Instruments |
| Раскройте секреты высокопроизводительных литий-ионных батарей с помощью сборника из семи заметок по применению батарей. (pdf) |  |
Recommended articles
Rate this article